Para abordar el desafío de mejorar la eficiencia energética en las plantas de tratamiento de aguas residuales, GS Inima junto a la UdG, propone el uso de tecnologías basadas en lodos activados de alta carga, lodos granulares aerobios (AGS) y oxidación anaerobia del amonio para maximizar la producción de biogás de las EDARs minimizando así el consumo energético.
La combinación del reactor de alta carga para aumentar la producción de biogás, AGS para conseguir una nitritación parcial con una desamonificación final de la corriente principal podría suponer un salto en la mejora de la eficiencia energética de las depuradoras.
Para lograr la eliminación autótrofa de nitrógeno en la corriente principal, el proceso en dos etapas parece ser la mejor opción. La primera etapa consiste en obtener una nitritación parcial con una relación nitrito/amoníaco adecuada (cercana a 1,32 N-NO2-:N-NH4+) al tiempo que se elimina la materia orgánica biodegradable. La segunda etapa se centra en la desamonificación anaerobia autótrofa (proceso Anammox).
Estos son los resultados de la puesta en marcha de una planta piloto AGS que trata el efluente proveniente de un reactor de alta carga PRONOX® situada en la EDAR de la Garriga (Consorci Besòs Tordera).
En primer lugar, abordamos el proceso de granulación aerobia a partir de un inóculo de lodos activos convencional (CAS) y, en segundo lugar, la nitritación parcial para conseguir un influente adecuado del reactor anammox.
Materiales y métodos aplicados
Se ha operado un reactor discontinuo secuencial de volumen constante durante 781 días con el agua residual de salida del pretratamiento de una EDAR, previamente tratada en una planta piloto PRONOX®. Las fases del ciclo del reactor comprendieron:
i) Alimentación/Rebose simultaneo (F/D)
ii) Fases anaerobia (Ana.) y aerobia
iii) Decantación. Las aguas residuales influentes al SBR se alimentaron a través del lecho de fangos sedimentados. (Figura 1).
Las características del influente al reactor granular fueron las siguientes: DQO: 406 ± 82 mg/L, N-NH4+: 40 ± 14 mg/L, P-PO43-: 4,5 ± 1,6 mg/L, Alcalinidad: 340 ± 56 mgCaCO3/L. La temperatura de funcionamiento osciló entre 13 y 26ºC.
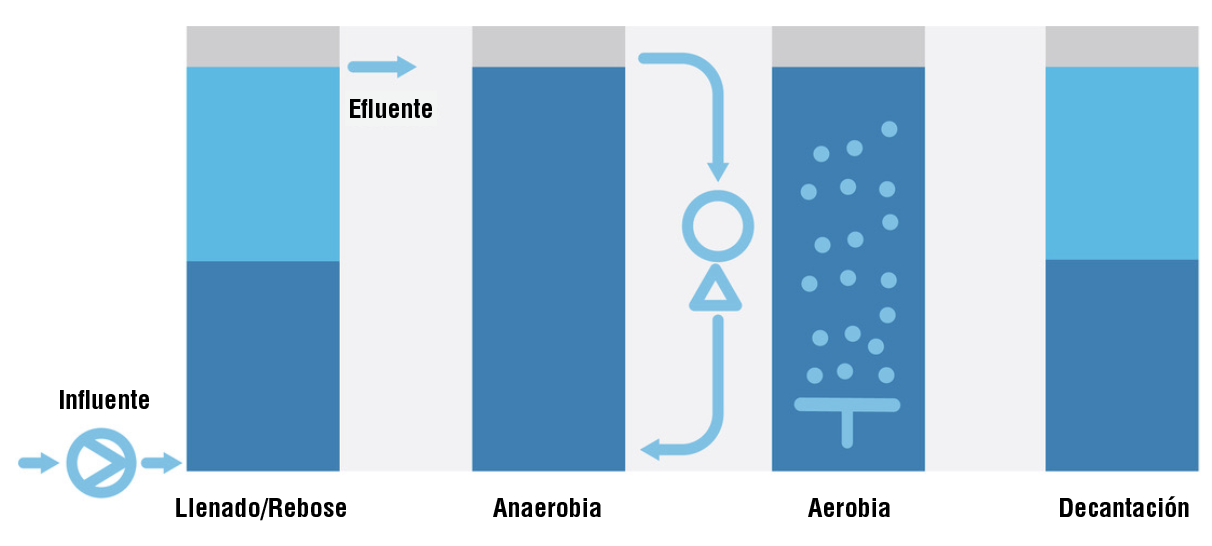
Figura 1. Esquema de fases del ciclo del reactor SBR
Resultados obtenidos
La operación se dividió en 3 periodos (Tabla 1).

Tabla 1. Duración de los periodos operacionales relevantes del reactor SBR y estrategias de granulación de las diferentes fases. En Periodo III, se extiende la longitud del ciclo significativamente para nitrificar
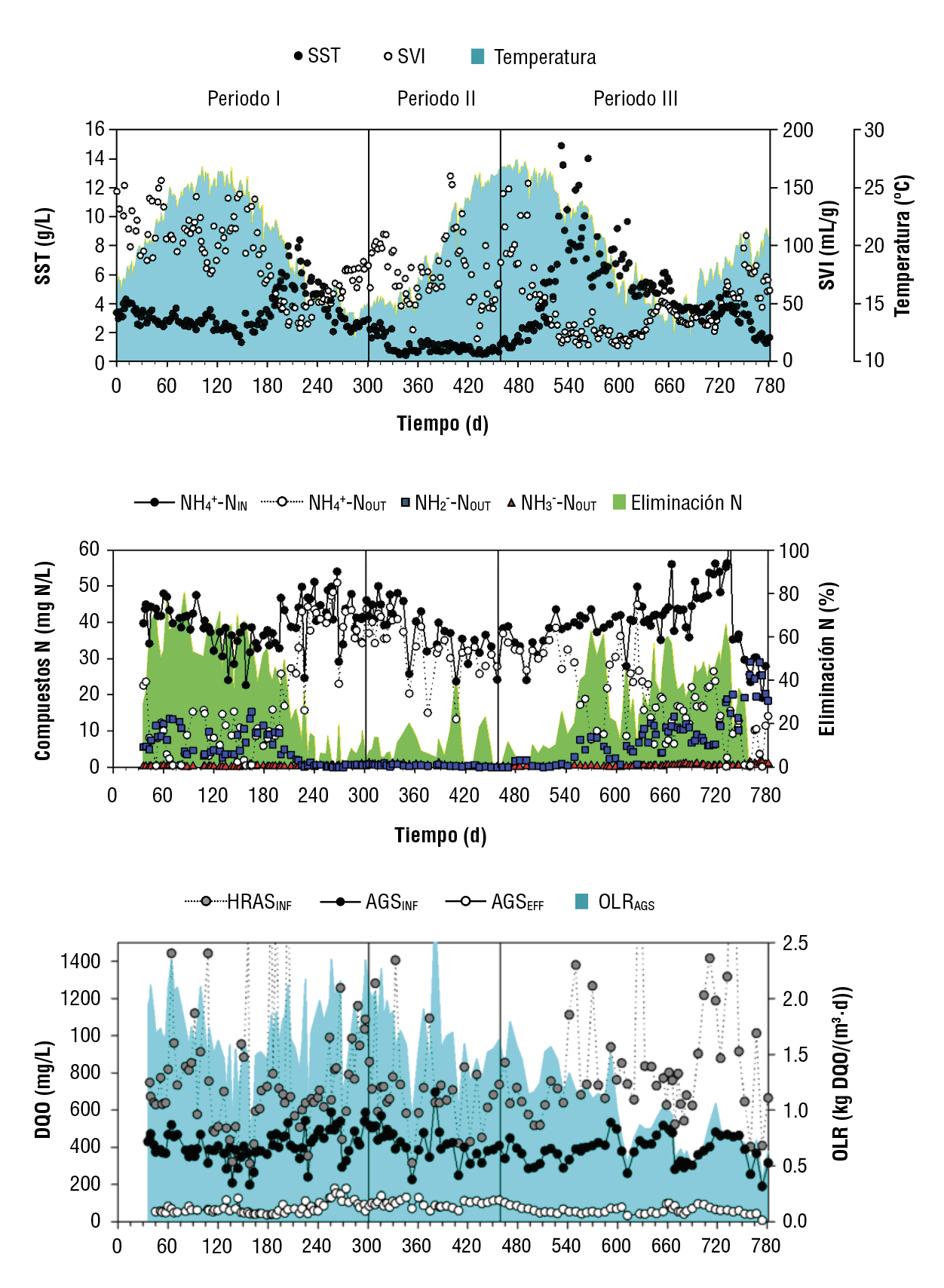
Período I: La estrategia de granulación se centró en el lavado de flóculos durante la fase F/D mediante el aumento de la velocidad ascensional (Vasc) de 2,3 a 4,5 m/h y la reducción de la fase de sedimentación de 30 a 5 minutos. Los sólidos suspendidos totales (SST) en el reactor se mantuvieron estables en torno a 3 g/L (SRT=4 d) y el índice volumétrico de fangos (SVI) osciló entre 100 y 150 mL/g hasta el día 170, cuando aparecieron los primeros gránulos. (Figura 2).
La combinación del reactor de alta carga para aumentar la producción de biogás, AGS para conseguir una nitritación parcial con una desamonificación final de la corriente principal podría suponer un salto en la mejora de la eficiencia energética de las depuradoras.
A partir de ese día, los sólidos aumentaron hasta 8 g/L y el SVI disminuyó hasta 40 mL/g. Los primeros gránulos eran grandes (74% de SST >2 mm en el día 200 (Figura 5) y tenían un crecimiento tipo dedo (Figura 3).
El descenso de las temperaturas en invierno redujo la sedimentabilidad de toda la biomasa al final del Periodo I, lo que condujo al lavado de los gránulos (Figura 2 y 5).
Periodo II: Para mejorar y perfeccionar el control de sólidos en el reactor, se introdujo una purga manual una vez al día (Tabla 1). En este Periodo, los SST fueron bajos (<2 g/L), con un SVI oscilando entre 50 y 100 mL/g. En estas condiciones, la biomasa granular no pudo desarrollarse correctamente (Figuras 3 y 5) ya que se produjo un ligero lavado de sólidos.
Periodo III: Al final del periodo II se implantó una purga automática desde la parte superior del lecho de fangos sedimentados al final de cada fase de sedimentación. A partir de este momento, se inició el proceso de granulación y se formaron gránulos perfectos (Figura 3). El SST alcanzó valores de 6 g/L y el SVI de 20 mL/g. El tiempo de retención aumentó a 15-18 días. Además, la relación SVI5/SVI30 alcanzó un valor de 1,0 en este periodo, lo que indica una elevada predominancia de gránulos en el sistema (Figura 5).

Figura 3. Imágenes de microscopio Estereoscópico de la biomasa. A: día 200 (Periodo I). B: día 344 (Periodo II). C: día 596 (Periodo III)
En los periodos I y III se observó una nitritación parcial sin formación de nitratos. Unos valores de ácido nitroso libre (FNA) de 0,030 mg N/L pueden conducir a una inhibición del 50% en la oxidación de nitritos. Se obtuvieron unas concentraciones de FNA de hasta 0,075 mg N/L en el reactor durante las fases aerobias (Figura 4), lo que podría haber generado la inhibición del crecimiento de bacterias oxidantes de nitritos (NOB) en el reactor AGS. Así, en los periodos I y III, la inhibición de FNA a NOB puede haber evitado la formación de nitrato en el reactor.
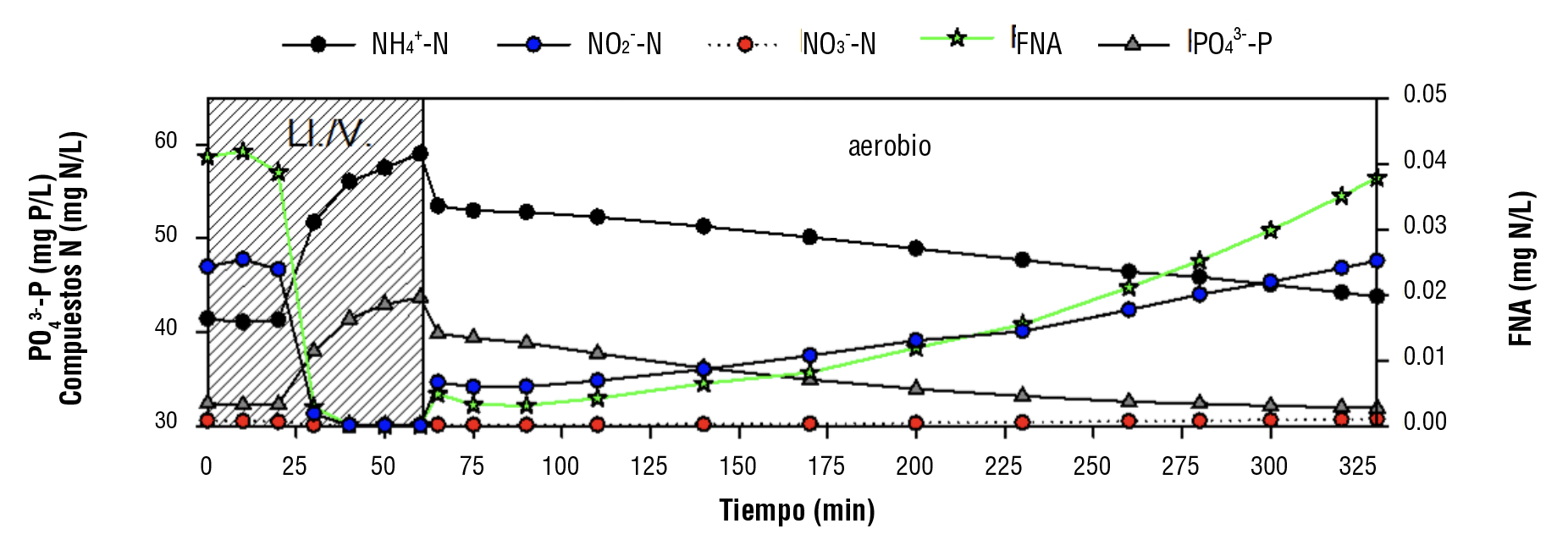
Figura 4. Concentración compuestos nitrogenados y P representativo de un ciclo del SBR. día 778 (Periodo III). Hay nitritación parcial y no se observa nitrato. Concentración inhibidora de FNA. Elevada concentración de P en el efluente a pesar de observarse acumulación y liberación
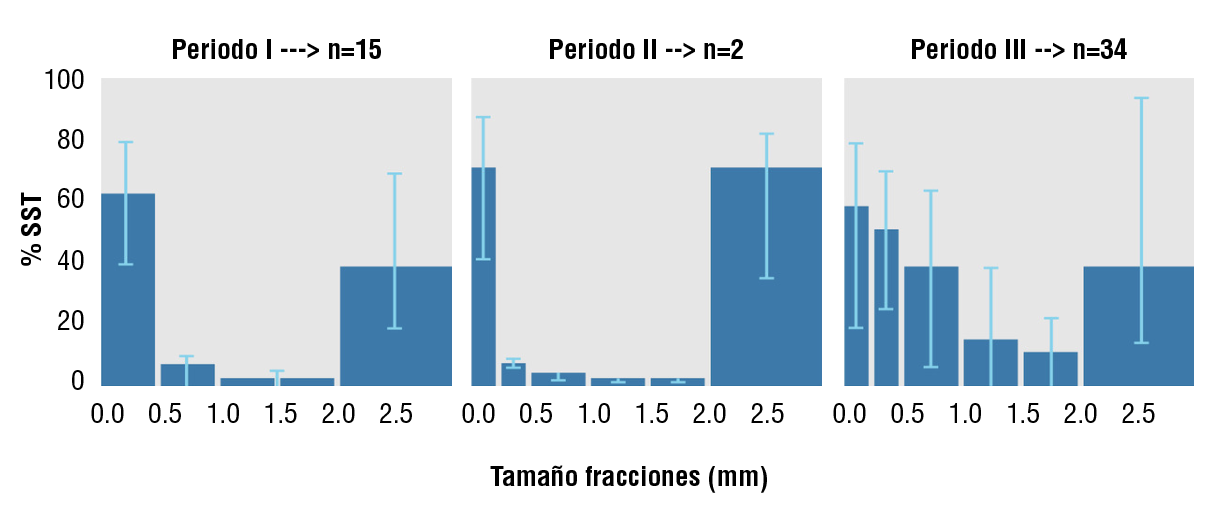
Figura 5. Distribución del Tamaño de las fracciones de la Biomasa
La combinación del reactor de alta carga para aumentar la producción de biogás, AGS para conseguir una nitritación parcial con una desamonificación final de la corriente principal podría suponer un salto en la mejora de la eficiencia energética de las depuradoras.
Los principales resultados fueron:
Formación granular aerobia exitosa tratando agua residual real efluente de un reactor PRONOX® mediante purga selectiva de la biomasa desde la parte superior del lecho de fango decantado frente a purga durante la fase de llenado/rebose o purga lateral intensiva.
Es posible la Nitritación parcial estable en la línea principal tratando agua real con variaciones diarias y estacionales de carga y temperatura con una concentración de FNA suficiente para evitar el crecimiento de bacterias NOB.
Trabajos futuros: Puesta en marcha de un reactor anammox y desarrollo de la estrategia de control de la ratio NO2-/NH4+ en el reactor AGS para obtener la calidad de N deseada en el efluente de una EDAR mediante el proceso PROGRAMOX® (Figura 6).
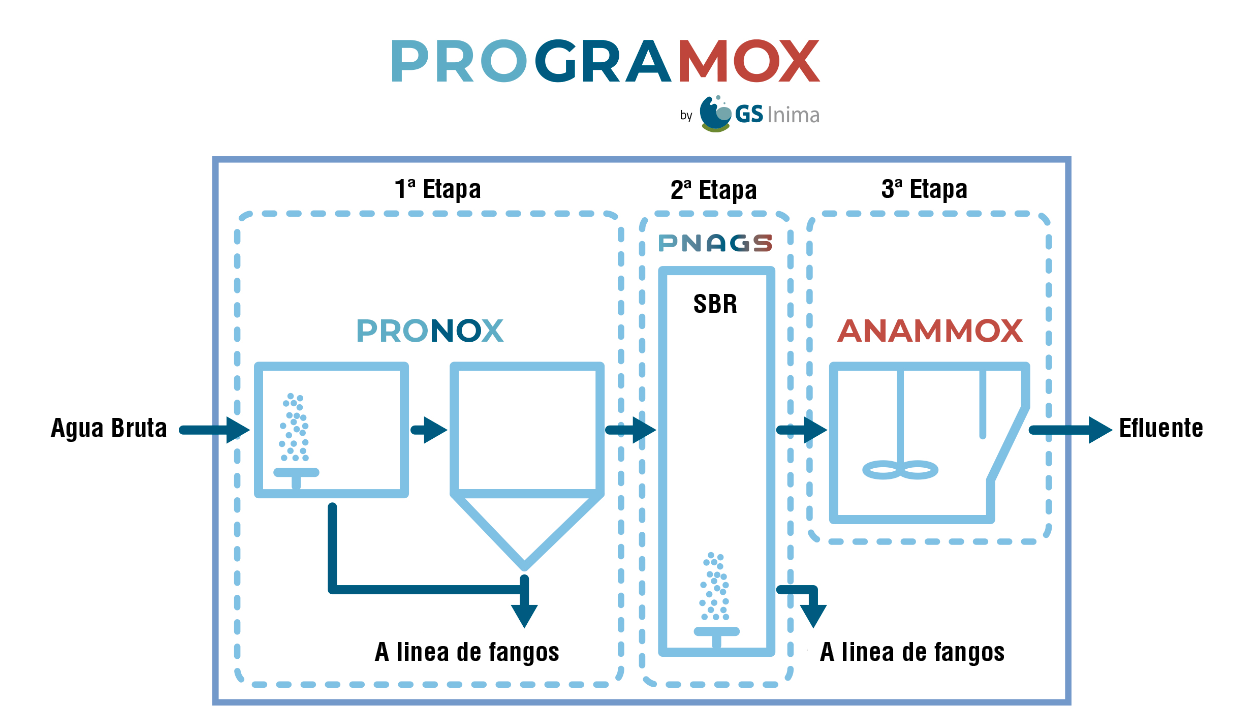
Figura 6. Esquema del Proceso PROGRAMOX®