La tecnología MBBR (Moving Bed Biofilm Reactor) es un sistema de tratamiento biológico de aguas residuales que utiliza soportes plásticos en suspensión para el crecimiento de biopelículas bacterianas y no requiere de recirculación de fangos. Una de las principales ventajas del MBBR es que es un sistema que no requiere mucho espacio físico en comparación de otros procesos de tratamiento biológico, como podría ser un filtro percolador o un lodos activados (Frankel, 2019).
El sistema MBBR cuenta con decantación secundaria ya que también genera biomasa en suspensión, producto del crecimiento de microorganismos libres y de la pérdida de biomasa desprendida de los soportes. No obstante, la mayor parte de la biomasa presente se adhiere al soporte formando una biopelícula, por lo que se genera menos fango secundario en comparación con un sistema de fangos activados convencional (Rocha, 2017). La gestión del fango puede realizarse mediante diversos métodos, pero en plantas de tratamiento de aguas residuales con bajos volúmenes de fango, el rizocompostaje se presenta como una alternativa eficiente y sostenible para la gestión integral de los lodos, siempre y cuando se cuente con espacio disponible.

El rizocompostaje es un proceso de estabilización aeróbico y de deshidratación natural de los lodos en lechos drenantes, donde se cultivan plantas rizomatosas que favorecen la aireación del sustrato y la degradación de la materia orgánica, reduciendo el volumen del fango y transformándolo en un material estabilizado y apto para los suelos.
En este trabajo, se describe la puesta en marcha y la operación de la EDAR de Riumar, la cual combina la tecnología de lecho móvil (MBBR) y el rizocompostaje. El objetivo es compartir la experiencia exitosa y explicar por qué esta combinación puede ser una buena solución en un contexto en el cual la mayoría de depuradoras pendientes de construcción están destinadas al tratamiento de agua residual de pequeñas poblaciones (< 2000 hab.eq).
Parámetros básicos de diseño de la planta
La EDAR de Riumar está ubicada en el municipio de Deltebre, provincia de Tarragona y fue construida por la Agencia Catalana del Agua (ACA) y la UTE: FACSA-Calaf. La empresa Transparenta realizó la puesta en marcha y la explotación de garantía.
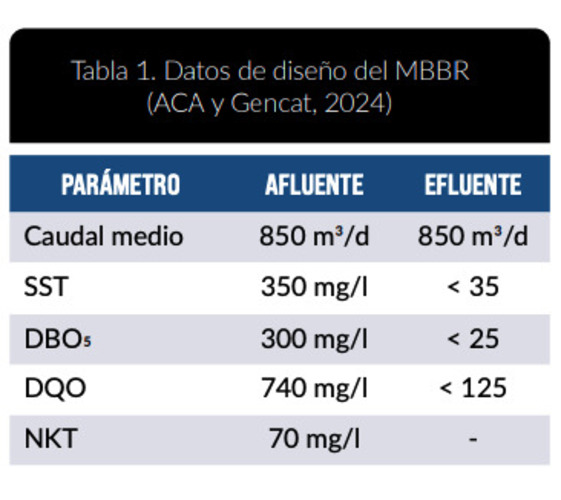
La EDAR fue diseñada para tratar un caudal medio de 850 m³/día y un caudal punta de pretratamiento de 1700 m³/día, asegurando su capacidad para gestionar las variaciones estacionales. Su diseño (Tabla 1) está basado en una población equivalente de 4.020 habitantes-equivalentes (h-e).
Descripción del sistema de tratamiento
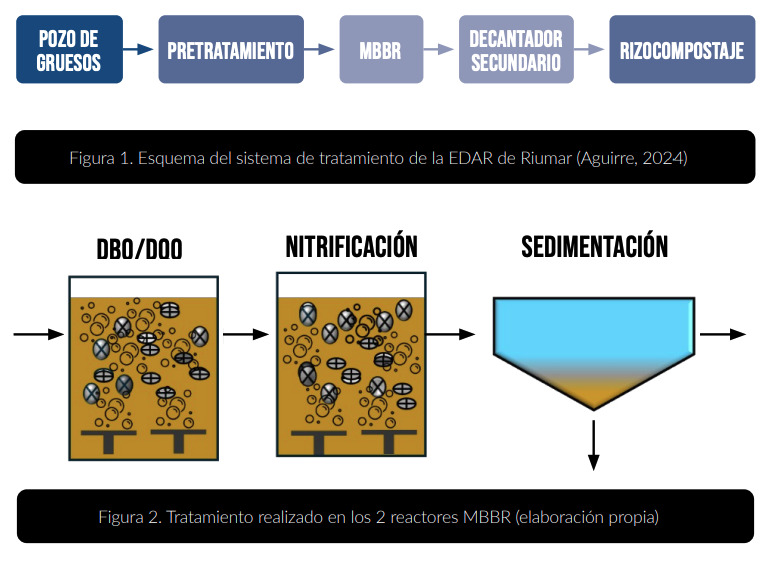
En la urbanización de Riumar, una red de colectores recoge las aguas residuales y las transporta hasta la EDAR a través de una estación de bombeo. Debido a la considerable variabilidad del caudal a tratar, se optó por un diseño robusto y flexible, capaz de adaptarse a distintas condiciones operativas. El sistema de tratamiento comprende varias etapas (Figura 1) y está diseñado para eliminar principalmente la materia orgánica.

Claves del diseño y operación de la EDAR
A continuación, se destacan los aspectos técnicos esenciales del proceso de tratamiento: Reactores MBBR La planta dispone de 2 reactores MBBR en serie, cada uno tiene un volumen de 125 m3 y fueron diseñados para un TRH de 3,5 horas. En el primer reactor se lleva a cabo la eliminación de la materia orgánica y en el segundo la nitrificación. El sistema también cuenta con estrategias de aireación ON/OFF y purgas programadas para optimizar la operación (Figura 2).
Los reactores contienen soportes plásticos de polietileno de alta densidad (HDPE), los cuales ocupan el 25% del volumen total de cada reactor. Cada soporte tiene una superficie específica de 850 m2/m3, esto es importante ya que una mayor superficie específica permite que más microorganismos se adhieran y colonicen el soporte. Esta configuración retiene las bacterias dentro del reactor, eliminando la necesidad de recirculación de fangos y permitiendo un diseño más compacto y eficiente.
El sistema de aireación de los reactores consiste en una parrilla de tubería perforada que permite la entrada de aire al reactor para la degradación de la materia orgánica. La aireación, junto con un agitador instalado en cada reactor, favorece la mezcla del relleno (Cimico, 2023).
Decantador secundario
El decantador secundario recibe el fango que se genera por el desprendimiento de la biopelícula, un proceso natural que ocurre cuando ésta alcanza un grosor excesivo o pierde adherencia por la acción del flujo de agua, la aireación o la agitación. En este caso, donde la variabilidad estacional es elevada, la producción de fango y las necesidades de purga del decantador varían notablemente, en función de la carga y de la temperatura.
El decantador dispone de una bomba de purga que trabaja con un caudal de 10-12 m3/h que se programa desde SCADA. Originalmente, el sistema contaba con una dosificación de cloruro férrico (FeCl₃) para mejorar la sedimentación de los sólidos.

Figura 3. Vista de los 12 lechos de rizocompostaje.
Rizocompostaje
El tratamiento de fangos se realiza íntegramente en la depuradora utilizando un sistema de rizocompostaje formado por 12 lechos drenantes donde se distribuyen los fangos purgados del decantador (Figura 3). Los lechos tienen una superficie unitaria de 114 m2, sumando un total de 1.368 m2. El sistema está diseñado para que no supere el límite de 60 kg MS/m² al año (Nielsen, 2003). En la puesta en marcha del sistema (Figura 4), se decidió operar solo con 4 lechos, ya que durante el primer año el caudal de fango a tratar sería mucho menor que la capacidad máxima del sistema.

Figura 4. Puesta en marcha del sistema de rizocompostaje.
Respecto a la operación del rizocompostaje, cada lecho tiene 8 puntos de alimentación controlados por electroválvulas, que pueden abrirse de forma manual o automática. La alimentación de un lecho de rizocompostaje con fangos se realiza durante 4 a 5 días. Luego, ese lecho descansa 2 semanas, lo que permite la estabilización del material. Los líquidos que se filtran a través de los lechos son dirigidos de vuelta a la cabecera de la planta para su tratamiento.
Resultados de la operación de la planta
La planta inició su operación el 15 de noviembre de 2022 y alcanzó la calidad deseada del efluente en un tiempo óptimo de 2,5 meses de funcionamiento.
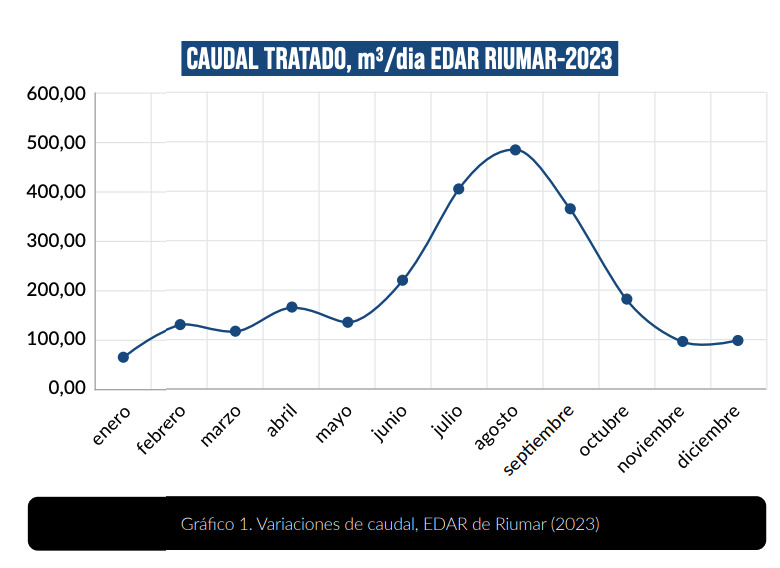
Durante este período, el crecimiento de la biopelícula fue óptimo, y la operación se mantuvo con una consigna de oxígeno disuelto (O₂) de 2,2 mg/L y aireación intermitente. En los meses de verano se registró una marcada fluctuación de caudal (Grafico 1). Sin embargo, el sistema se adaptó muy bien a las variaciones. El ratio eléctrico medio fue de 1,20 kWh/m3 (0,7-1,76 KWh/h) caudales altos y bajos, respectivamente.
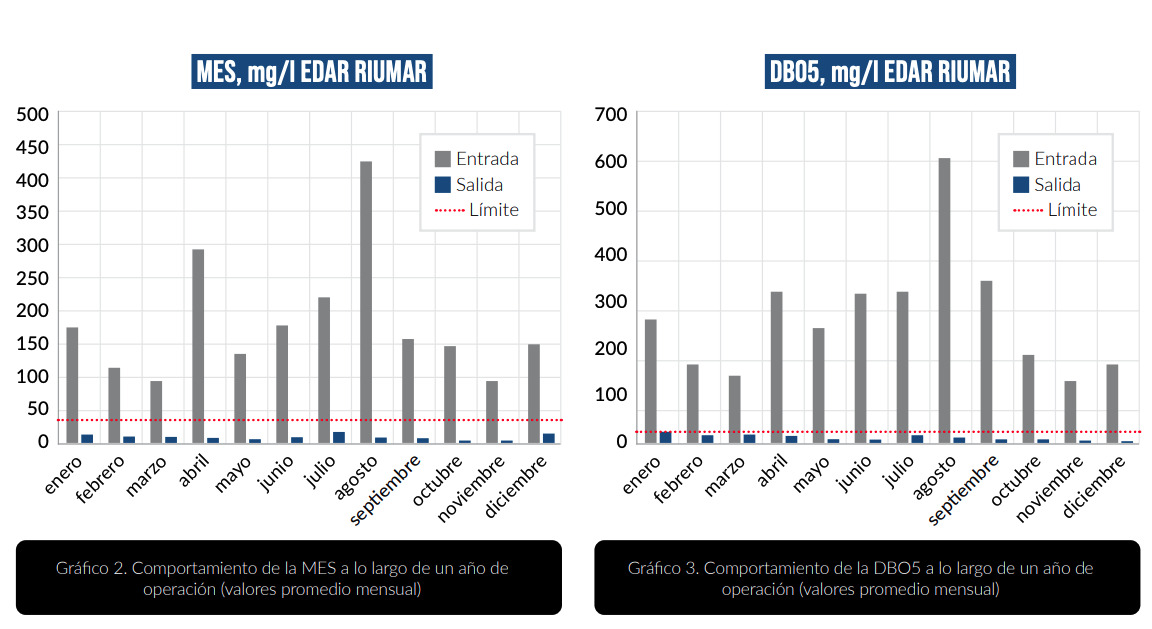
En verano, también aumenta la concentración de MES y materia orgánica en el afluente. Los resultados indican que los valores del efluente se mantuvieron por debajo de los límites de vertido establecidos por la Directiva 91/271/CEE, incluso durante los períodos de mayor carga orgánica en el afluente, lo que refleja la estabilidad y eficacia del sistema de tratamiento (Gráficos 2 y 3).
Control de la nitrificación y su impacto en la operación del decantador
El sistema consiguió una nitrificación casi parcial, sin embargo, su control presentó desafíos, especialmente durante los meses de bajo caudal (<150 m³/día), TRH elevados y temperaturas altas. En estas condiciones, el proceso de nitrificación tendió a intensificarse de forma espontánea, particularmente en el segundo reactor.
Por esta razón, es importante gestionar la nitrificación con el fin de minimizar la desnitrificación en el decantador. Idealmente, la desnitrificación debería ocurrir dentro del reactor biológico y no en el decantador donde podrían generarse problemas de flotación de sólidos por liberación de N2. En este caso, la planta opera sin recirculación externa y consigue, un elevado rendimiento de eliminación de la materia orgánica (94%), si se sumara el objetivo de la eliminación de nitrógeno debería implementarse una recirculación interna en los reactores biológicos, normalmente desde una zona con alta concentración de nitratos hacia una zona anóxica.
No obstante, es importante comentar que, en nuestro caso, la operación del decantador secundario no se vio afectada, gracias a una intensificación de las purgas en verano para evitar la acumulación de sólidos. De hecho, esta estrategia permitió eliminar la necesidad de dosificación de FeCl₃, reduciendo costos y producción de fango.
Operación del rizocompostaje
Debido a la alta variabilidad estacional, la producción de fango y las necesidades de purga varían significativamente a lo largo del año, con un notable aumento en verano. Esta situación hace imprescindible el contar con un sistema de deshidratación de fango que sea flexible. Es por esta razón que la combinación MBBR y rizocompostaje resulta muy interesante. Esta combinación permite ajustar las purgas de fango de manera flexible sin depender del uso de centrífugas, disponibilidad de operarios o el uso de reactivos químicos.
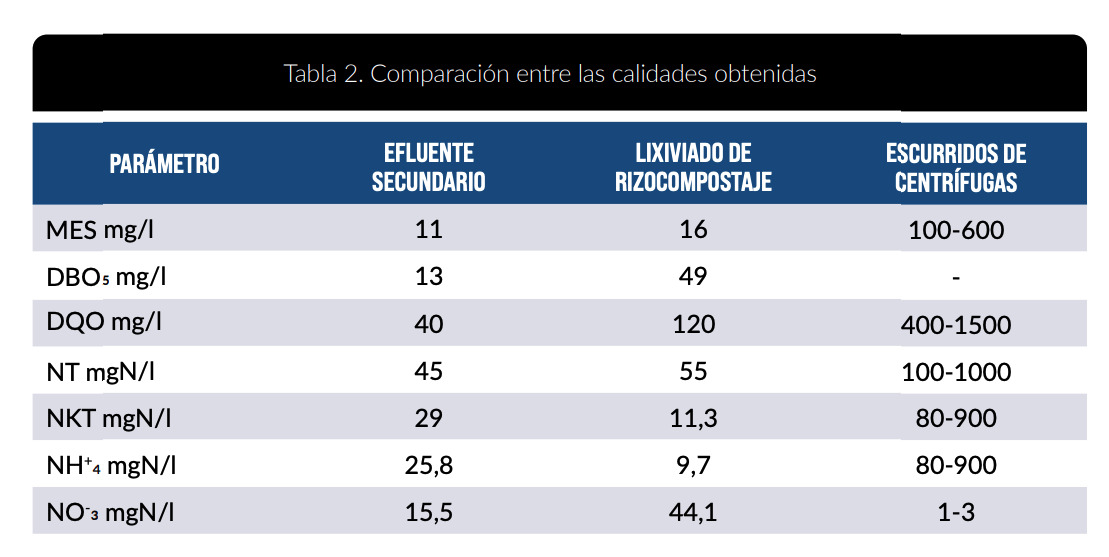
Por otro lado, el fango generado en los reactores MBBR es altamente particulado, lo que dificulta su deshidratación y puede comprometer la calidad del efluente en condiciones de alta carga orgánica. En este sentido, el rizocompostaje ofrece una solución sostenible: permite secar y almacenar el fango durante años reduciendo la huella de carbono y siendo especialmente útil en las EDAR aisladas. Este modelo de gestión favorece la autosuficiencia operativa. Otra ventaja operativa es que, a diferencia de las centrífugas, el rizocompostaje no genera retornos con materia orgánica y nutrientes que incrementen sustancialmente la demanda de oxígeno en el reactor (Tabla 2). Por lo tanto, los lixiviados no hace falta llevarlos a cabecera de planta, bastaría con conducirlos a cabecera de reactor.
La combinación del sistema MBBR con rizocompostaje ha demostrado ser una solución eficaz, proporcionando mayor flexibilidad operativa y optimizando la gestión de fangos y la purga.
Conclusiones
La combinación del sistema MBBR con rizocompostaje ha demostrado ser una solución eficaz, proporcionando mayor flexibilidad operativa y optimizando la gestión de fangos y la purga. Los reactores MBBR presentan una elevada fiabilidad de eliminación de materia orgánica, que permite cumplir con los objetivos de calidad exigidos y, además, consiguen una nitrificación optima con poco volumen de reactor. La aireación intermitente optimiza el control de los procesos de nitrificación y desnitrificación, al tiempo que reduce el consumo energético, alcanzando un promedio de 1,2 kWh/m³.
Para optimizar el proceso, se recomienda:
• Implementar una recirculación interna para aprovechar los nitratos como aceptores de electrones y favorecer la oxidación parcial de la materia orgánica. Esta estrategia cobra aún mayor importancia cuando el objetivo es la eliminación total del nitrógeno.
• Dirigir la corriente de los escurridos hacia la cabecera del reactor y no a cabecera de planta
• Promover el uso del rizocompostaje en pequeñas plantas que necesiten eliminar nitrógeno y fósforo, evitando así los retornos con alta carga de NH₄⁺, NKT y P total.
Referencias
Agència Catalana de l’Aigua, & Generalitat de Catalunya. (2024, December 19). Fitxa de sistema de sanejament en alta. RIUMAR (DDELR).
Aguirre, P. (2024). Experiència i avantatges en l’EDAR de Riumar. In Jornada de Rizocompostatge (pp. 1–21).
Frankel, T. (2019). Advantages and Disadvantages of MBBR Wastewater Treatment. SMART IDEAS FOR WATER.
Nielsen, S. (2003). Sludge drying reed beds. Water Science and Technology, 48(5), 101–109.
Cimico (2023). Puesta En Marcha. EDAR RIUMAR (2023).
Rocha, E. (2017). Comparison between Activated Sludge, Moving Bed Biofilm Reactor, Integrated Fixed-Film Activated Sludge: treatment, kinetics and microbiology.