


- 4983 lecturas

- 4983 lecturas
Autor

31-01-2023
Uno de los materiales de mayor relevancia tanto en las normas jurídicas actuales así como en la recogida “selectiva”, es el poli(tereftalato de etileno), abreviado por sus siglas PET; éste es un polímero de condensación termoplástico lineal, que es sintetizado a partir del ácido tereftálico y etilenglicol.
Es un material polar, con gran estabilidad dimensional, rigidez, buenas propiedades barrera y alta resistencia a la abrasión, teniendo una buena calidad de moldeado y pudiendo ser procesado a través de técnicas tales como la extrusión ó la inyección, siendo la transformación compleja a causa de su tendencia a la absorción de agua y a sufrir procesos posteriores de hidrólisis.
Utilizado a lo largo de la década de los años 60 en la producción de fibras, y extendiendo su uso posterior a la fabricación de láminas y films para envasado, es al inicio de los años 70, al ser optimizada la técnica de orientación biaxial del soplado de PET, cuando se consolidó en la fabricación de botellas como el mercado de mayor relevancia y por tanto también en su conversión como residuo a gestionar.
Años después (1996) y como consecuencia de la necesaria respuesta de las obligaciones derivadas de la Ley 11/97 de envases, surge en nuestro país el sistema integral de gestión de envases (SIG) que gestionará los residuos generados por los diferentes flujos de materiales; entre ellos el PET.
Es en el año 1997 donde surge, planteado por parte del SIG un documento técnico que describe y cuantifica las especificaciones técnicas de material recuperado (ETMR); en él son indicados una serie de parámetros que son ponderados en base a criterios técnicos, económicos y de oportunidad.
Estas especificaciones son de aplicación tanto para la evaluación de la calidad en el proceso de separación de materiales en el contenedor amarillo y en la fracción resto, así como para el gestor reciclador que vaya a transformar el residuo en una materia prima secundaria de valor; su objetivo es el de armonizar la calidad de los productos separados y reciclados para una mejor gestión de éstos.
Es lógico pensar que con el paso del tiempo estas especificaciones deban ser actualizadas y sin embargo apenas han sufrido ligeras variaciones, en una sociedad de consumo cambiante donde los nuevos productos puestos en el mercado son introducidos, como lógica consecuencia del esfuerzo en innovación que los fabricantes implementan en sus productos y la respuesta a las necesidades creadas por parte del consumidor consecuencia directa de una forma de vida rápida.
Su aplicación
La horquilla con la que se aplican estos parámetros y sus valores en materia de reciclaje posterior es tan amplia, arbitraria e indefinida, que puede llegar a justificar y abrigar la incorporación de casi cualquier producto; pero este hecho no resulta ser menor, existiendo una repercusión directa en los sucesivos procesos de valorización, motivo por el que con estas especificaciones se consigue el efecto contrario al perseguido; obstaculizar la incorporación de estos materiales a la economía circular.
Estas especificaciones se encuentran afectadas por el método de recogida y recuperación de los materiales; sin embargo en la actualidad, no tienen en consideración los criterios obligados por las diferentes Decisiones de Ejecución Europeas (UE 2019/665 y 2021/1752) que les son de aplicación en el cálculo y forma de medición de los objetivos de recogida.
Y quizás sea aquí donde se encuentre uno de los problemas técnicos de mayor calado y que afectan al sistema de responsabilidad ampliada del productor de envases (SCRAP) en nuestro país; su bajo índice de reciclabilidad/sostenibilidad.
Evaluemos ahora su aplicación para el plástico PET a través de una bala prensada característica
El residuo de envase post-consumo llegará a la empresa recicladora en forma de balas prensadas que tendrán unas características controladas y ajustadas por los valores de estas denominadas Especificaciones Técnicas de Materiales Recuperados (ETMR).
En la siguiente tabla se muestran tanto las ETMR de las balas de PET procedentes de recogida selectiva como las provenientes de las plantas de tratamiento de la fracción resto ó basura en masa.
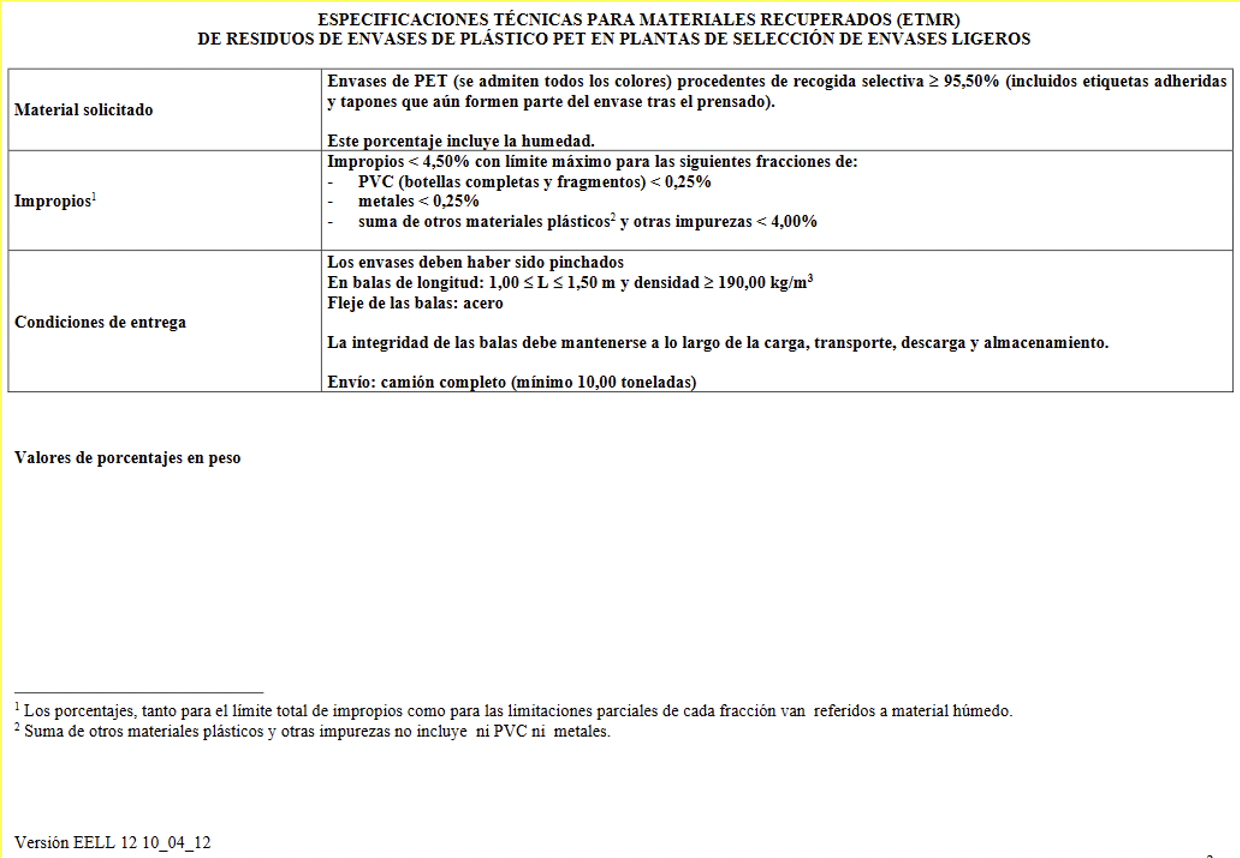
Tabla 1. ETMR de residuos de envases de plástico PET en plantas de selección de envases ligeros. Fuente: ECOEMBES.
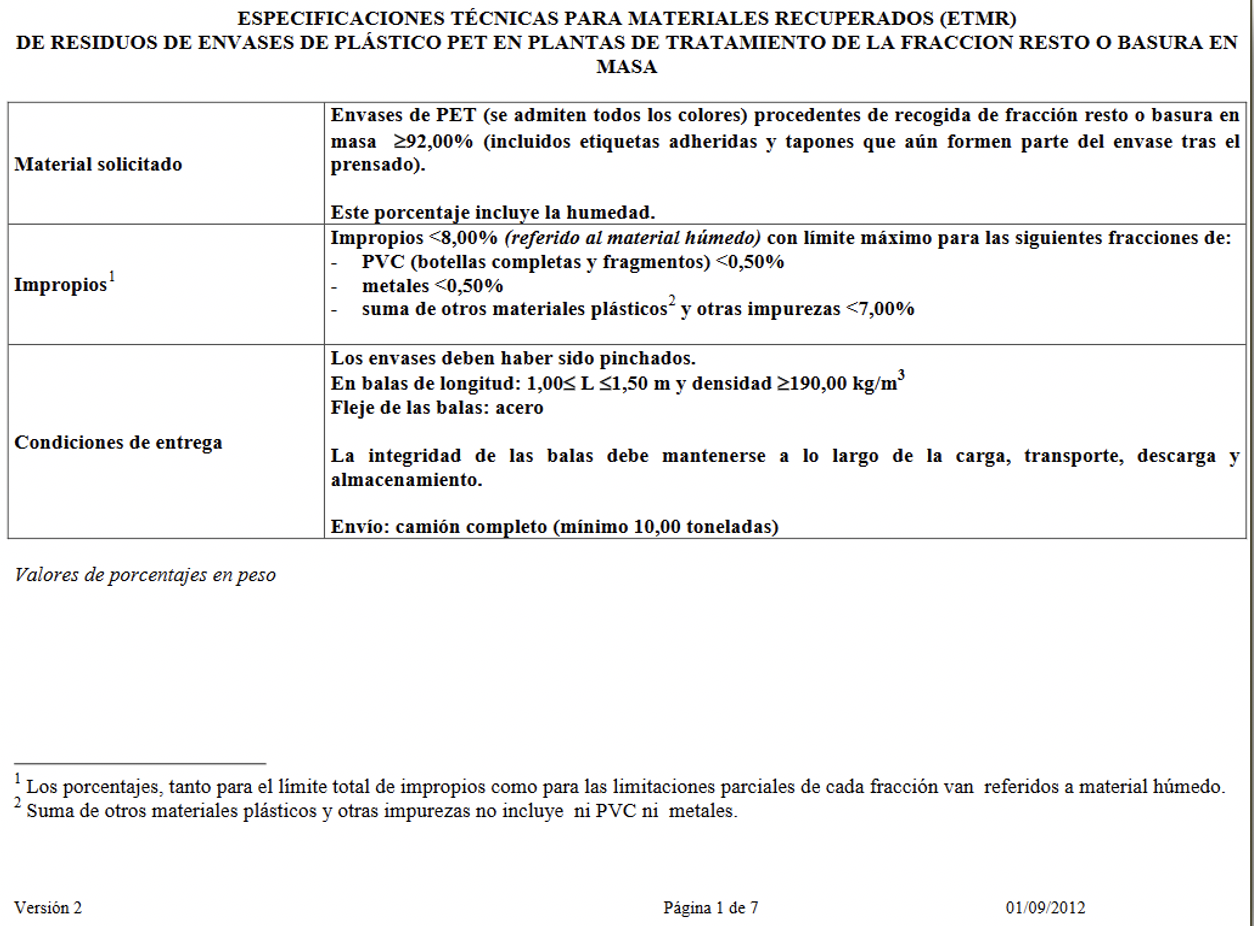
Tabla 2. ETMR de residuos de envases de plástico PET en plantas de tratamiento de la fracción resto ó basura en masa. Fuente: ECOEMBES.
Como puede observarse, parámetros tales como la humedad, son incorporadas a la ficha de especificaciones encontrándose incluidas en la actualidad con los materiales y su recolección, llegando a ser de gran relevancia en su cómputo final; así las cosas, en las ETMR se indica con claridad lo siguiente:
“(1) Los porcentajes, tanto para el límite total de impropios como para las limitaciones parciales de cada fracción van referidos a material húmedo”
Es decir, hasta este momento presente la humedad queda incluida y es contabilizada como material reciclado, aspecto éste que obedece a un claro criterio de oportunidad al ser el PET un material higroscópico, tal y como ya se ha señalado al inicio.
Independientemente del valor de la humedad en el contenido de los envases ó la suciedad en forma de humedad que tengan los mismos, no serán considerados a nivel de cálculo de impropios; esta situación deberá adaptarse a las condiciones marcadas por las diferentes Decisiones de Ejecución Europeas (UE 2019/665 y 2021/1752), de lo contrario seguiremos contabilizando humedad, contenido de los envases y materia orgánica presente en los residuos de envases, como “envases eficazmente reciclados”.
Otro aspecto a considerar dentro de las ETMR son las condiciones de entrega de estos materiales al reciclador, se ignora por completo el derroche de recursos que supone tener cargas de camión con un mínimo de 10 toneladas, siendo el único sistema Europeo que así lo exige; al menos debiera ser establecida una carga mínima de 15 toneladas tal y como ocurre en el resto de sistemas Europeos evitando de esta forma viajes innecesarios e impactos ambientales consecuencia de un transporte tan arbitrario como innecesario.
Por último, destacar también a través de las tablas 1 y 2 que la bala entregada al gestor reciclador está constituida de forma mayoritaria por envases que contienen PET y que existen ciertos materiales, denominados impropios, que son materiales diferentes al PET, que pueden estar presentes, en una cantidad inferior al 4,5 % para las plantas de envases ligeros y del 8 % si las plantas son de la fracción resto, sin embargo tampoco se encuentra definido si un producto que posee un pequeño porcentaje de PET es considerado también como material solicitado, abriendo de esta forma la puerta a la introducción de numerosos productos multicomponentes problemáticos que son computados como eficazmente reciclados sin serlo.
Existen materiales problemáticos ausentes en las ETMR
Por otra parte, en el mercado de los envases se aprecia la existencia de cantidades crecientes de envases de PET problemáticos para su reciclado posterior y que se encuentran incluidos dentro de estas ETMR como “material solicitado”, algunos de ellos son:
- Color.
- Espumado.
- Envases multicapa de PET.
- Otros materiales en los envases.
- Etiquetas en los envases de PET.
- Tratamientos superficiales de los envases de PET.
- Envases que no son de PET: Biopolímeros.
Para alcanzar los niveles requeridos de calidad de las diferentes aplicaciones, se debiera actuar en diferentes frentes:
- Ecodiseñar los envases, enfocados al reciclado posterior del producto.
- Mejorar la calidad de la bala que llega al reciclador, bien actuando sobre la
recolección de los envases e implementando sistemas de recogida de alta calidad como los de depósito, devolución y retorno (SDDR), además de continuar con la mejora en la separación de materiales en las plantas de selección de envases.
Así las cosas, las especificaciones técnicas (ETMR) que son de aplicación en la actualidad constituyen el principal obstáculo para la consecución del objetivo de reciclaje de alta calidad; éste debiera ser el punto de partida.
Está claro que estas especificaciones no han sido creadas, ni teniendo en consideración las etapas posteriores del reciclaje, ni consensuadas con un sector reciclador que acumula de forma creciente rechazos en sus procesos industriales de valorización; ello hace que este sector sea menos competitivo a nivel Europeo, si lo comparamos con otros países de la Unión Europea donde se encuentran implantados otros sistemas de recogida de alta eficacia como los SDDR (Sistemas de Depósito, Devolución y Retorno) donde los niveles de impropios son mínimos consecuencia del eficaz y eficiente método de recogida y clasificación de estos envases.
Materiales multicapa, suciedad, contenido de los envases, colores imposibles de detectar por su excesiva reflexión, etiquetas que cubren la mayor parte de la superficie del envase, fabricados con otros materiales diferentes al PET….cuando los fabricantes ponen sus envases en el mercado no lo hacen pensando en su reciclabilidad posterior; esto está claro, es por ello, por lo que el concepto de ecomodularidad presente en la ley 7/2022 es tan relevante y no lo es tan sólo por regular la aportación económica de la responsabilidad ampliada del productor, sino porque constituye la base para el fomento de uno de los principales preceptos y objetivos de la ley; que todos los envases puestos en el mercado sean totalmente reciclables a lo que se ha de añadir y también sostenibles.
¿Cómo resolver el problema?
Entiéndase que la solución a la problemática debe plantearse dentro del marco jurídico vigente; apoyándonos en lo recogido en el artículo 13 de la ley de residuos 7/2022 donde mantiene la figura de la Comisión de Coordinación en materia de residuos, creada por la Ley 22/2011, de 28 de julio, como órgano colegiado de cooperación técnica, colaboración y coordinación entre las distintas autoridades administrativas competentes en materia de residuos e indicando en su apartado 4, que esta Comisión podrá crear grupos de trabajo especializados que servirán de apoyo para el cumplimiento de las funciones que le encomiende esta ley.
Dentro de las medidas y objetivos en la gestión de residuos que señala la ley, se encuentra la promoción del reciclado de alta calidad, de forma que se obtengan productos y materiales con calidad suficiente para sustituir a las materias primas vírgenes en procesos industriales, pudiendo establecer limitaciones a los materiales impropios.
Esta es una de las oportunidades que nos brinda la norma jurídica para acotar el nivel de impropios que faciliten un reciclaje de alta calidad; elemento éste que con las actuales especificaciones técnicas se hace imposible conseguir.
Es necesario pues, que la comisión de coordinación en materia de residuos aborde, el establecimiento de las medidas necesarias para la consecución de los objetivos previstos e impulse el desarrollo de un mercado secundario de PET reciclado en España de calidad y circular.
En cualquier caso, ya la ley 7/2022 en su apartado 3 del anexo VIII, nos señala con claridad que el Ministerio para la Transición Ecológica y el Reto Demográfico, en colaboración con las comunidades autónomas, puede establecer especificaciones técnicas para los requisitos de calidad de los residuos clasificados, o índices medios de pérdidas para los residuos clasificados para diferentes tipos de residuos.
Además, estas especificaciones deberán ser plasmadas en los convenios suscritos de las administraciones públicas con los sistemas de responsabilidad ampliada del productor en materia de envases domésticos, de acuerdo con el anexo X del Real Decreto de envases, por lo que debiera realizarse en un plazo breve de tiempo de unos pocos meses.
Al existir un vicio interpretativo de las especificaciones y encontrándose desacompasado lo que el SCRAP exige a las plantas de selección de envases y lo exigido a los recicladores, se producen sin ninguna duda, multitud de problemas en las etapas posteriores a la recuperación de los materiales, favoreciendo un reciclaje no circular, con multitud de pérdidas de materiales, gastos de insumos en exceso e impropios que acaban siendo enterrados durante los procesos industriales de valorización.
¿Y qué papel tiene en todo esto el Ecodiseño?
El ecodiseño/ecomodularidad persigue mejorar las características de los envases para el fomento de la reutilización y reciclabilidad incrementando la circularidad de los mismos al convertirse en residuos, optimizando de esta manera el uso de las materias primas secundarias obtenidas a partir de los procesos de reciclaje.
La disminución del peso ha sido históricamente una, si no la única, de las herramientas utilizadas por las empresas fabricantes de envases en sus planes empresariales de prevención y ecodiseño, de acuerdo con el artículo 18 del Real Decreto de envases y residuos de envases, pero sin ninguna duda no han sabido dar solución a la problemática que generan sus envases en los procesos de valorización posteriores y que muy poco tienen que ver con la disminución del peso de los envases, tal y como hemos señalado.
No ha sido hasta la llegada del Real Decreto de envases y dentro de su anexo VIII, donde podemos encontrar algunos criterios de ecodiseño para la modulación sobre la contribución financiera a los sistemas colectivos de responsabilidad ampliada del productor, siendo considerados bajo un sistema de valoración de “bonus-malus”; los siguientes criterios de penalización en lo que al material PET se refiere, son:
1.º Utilización de microesferas de vidrio en botellas y frascos.
2.º Combinado con polietileno en bandeja.
3.º Combinado con aluminio, PVC o silicona en botellas, frascos y plástico rígido, con densidad superior a 1 g/cm3.
4.º PET opaco (carga mineral > 4 %) en botellas, frascos y plástico rígido.
Sin embargo, y en conexión con las ETMR, la mayor parte de estos criterios de ecomodulación, que se saben son perjudiciales para el reciclaje, se encuentran incluidos como material solicitado; aspectos de tanta relevancia tales como los colores oscuros ó los multimateriales (PET con otros polímeros, no sólo con PE en bandejas) por mencionar algunos, no se encuentran ni siquiera contemplados; tampoco lo hacen la materia orgánica/humedad/contenido de los envases; aunque éste hecho ya es un claro indicador de que al gestor reciclador debieran entregarle los materiales para reciclar, ausentes de estas sustancias, hecho éste que hoy en día desafortunadamente no ocurre.
Conclusión: La necesidad de una nueva ETMR
Es urgente consensuar nuevas especificaciones que obedezcan a una realidad cambiante y que sirvan para garantizar el reciclaje de alta calidad posterior; deben ser por tanto la punta de lanza técnica que evalúe, no solamente los procesos anteriores (recuperación y recogida) y posteriores (reciclaje), sino que tengan en cuenta un análisis holístico integral de los materiales y sus diferentes procesos; toca ahora, la modificación y mejora de forma transparente y eficaz por parte del correspondiente grupo de trabajo especializado con representatividad suficiente y necesaria (MITERD, CCAA, Entidades locales, Recicladores, grupos de interés, SCRAPs) dentro del seno de la comisión de coordinación en materia de residuos, de estas especificaciones técnicas para la mejora de la circularidad de los materiales y generación de esta forma de un mercado de materias primas secundarias en nuestro país que sea competitivo con el resto de Europa y a su vez nos permita la consecución de los objetivos marcados en materia de recogida separada y reciclaje.


